November 2012 Glasgow Engineering were finding things a bit quiet due to the collapse of the forestry industry and the down turn in manufacturing in Tasmania. At the time we had an old rusty incomplete model steam engine that had been kicking around in the upstairs pattern makers loft for well over 100 years. Nearly thrown out on three occasions, the decision was made to restore and complete it while the labour was available. The model is a tandem inline horizontal compound condensing steam engine. All the castings were cast on site by us around the late 1890s and built to a scale of 1:12 or 1 inch = 1 foot. Working from the dimensions we calculated that the horse power would have been around 1000 i.h.p if it had been built to full size.
Without any plans or drawings, just a hand full of old dusty castings, and the ability and ingenuity of the staff involved with the project, something beautiful and educational emerged.
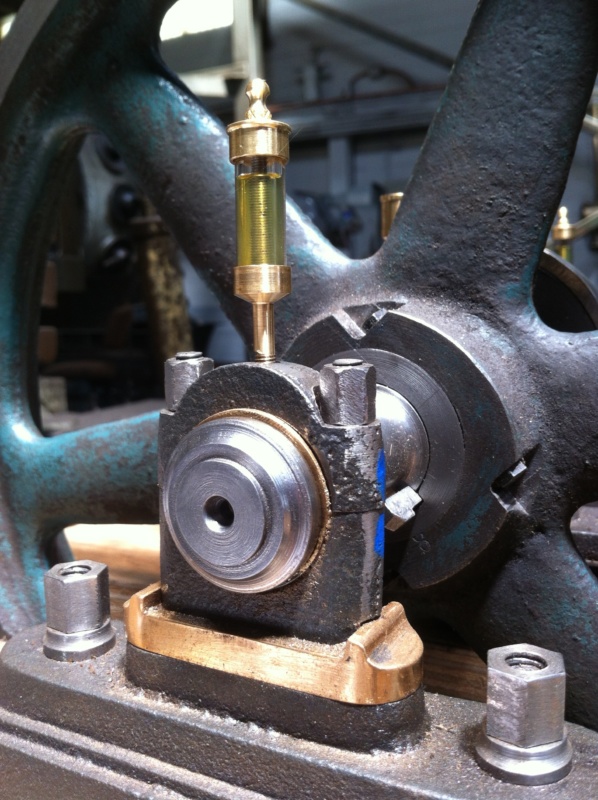
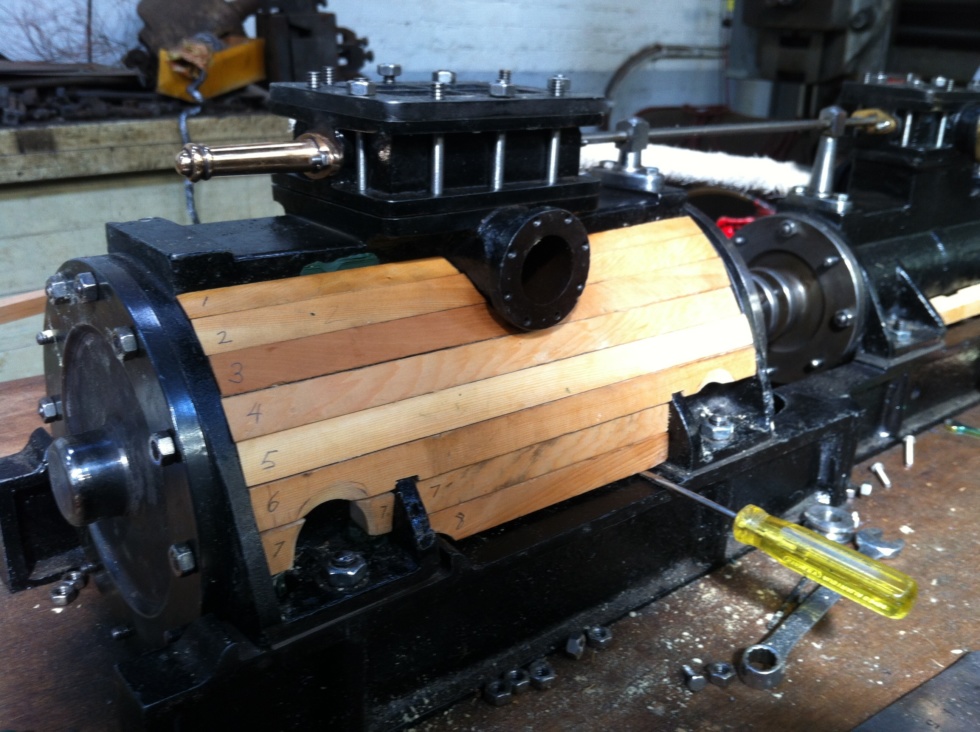
Low pressure cyclinder prior to clean up
The castings that we started with were the high and low pressure cylinders, two pistons without rings, one piston rod, two valve chests without valves, and the main frame
The first job undertaken was the manufacturing of the crankshaft and casting of the bearings and pedestals
Next was the manufacturing of the connecting rod to the tradidional design of the time
Bearing housings and pedestals were machined and the crankshaft bearings were hand fitted to the crank. We even built our own oilers using some old boiler sight glass found upstairs.
Piston rings were manufactured in the traditional manner
Then we started the assembly
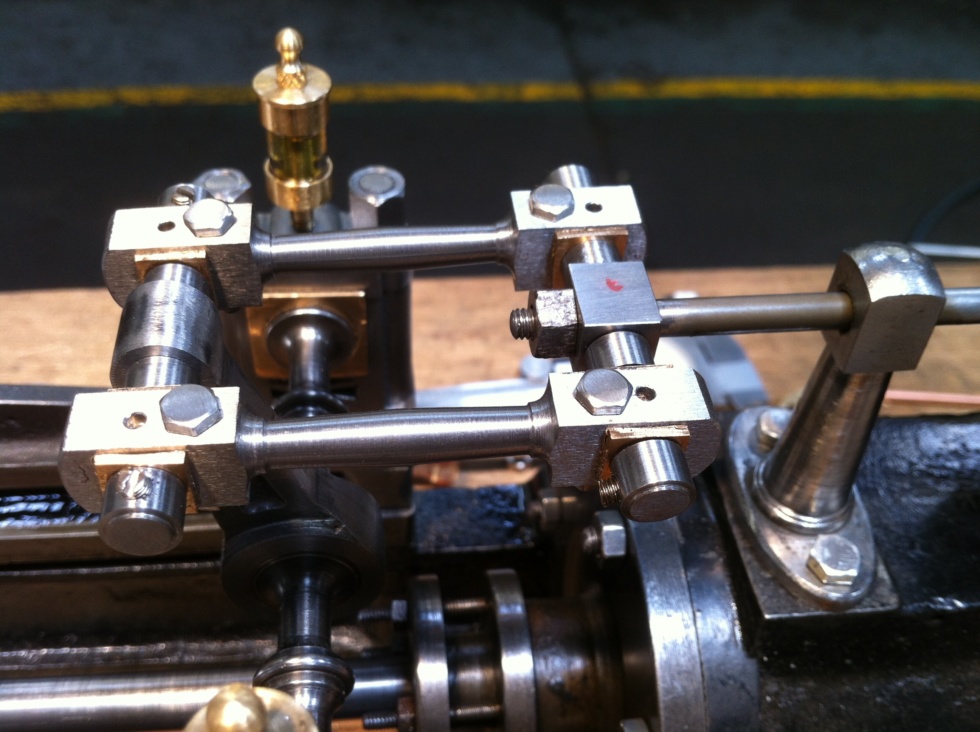
Valve link arms we made along with the cam and linkages
Manufacturing the valves
Tony machining governor parts on the Colechester
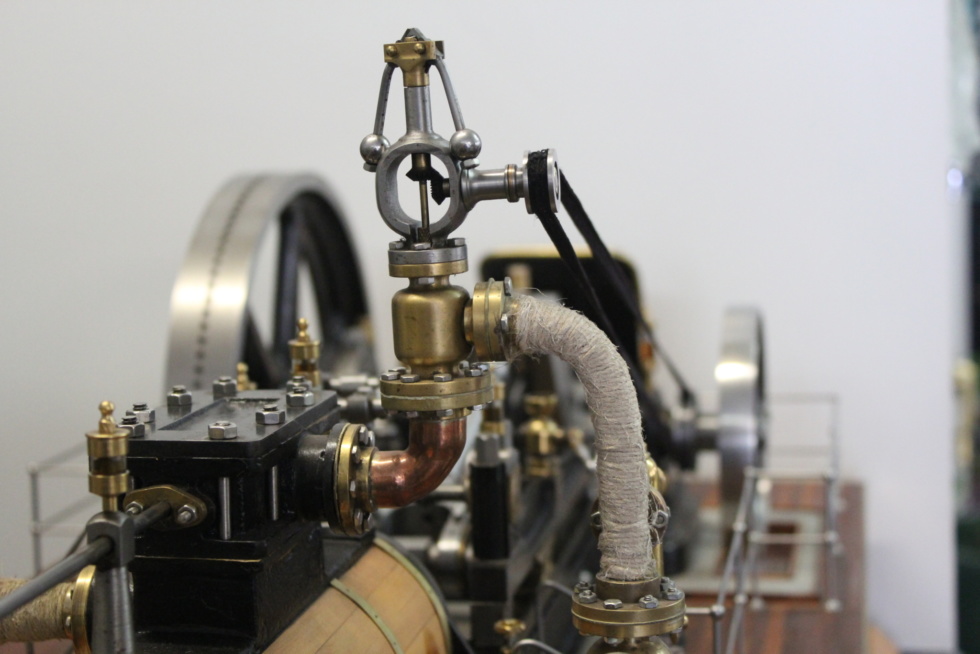
The type of governor we chose, initially friction became an issue because physics cannot be scaled down, this was rectified by the use of micro ball bearings
Manufacturing the fully working governor
Governor mounted on engine
Huon pine cylinder lagging
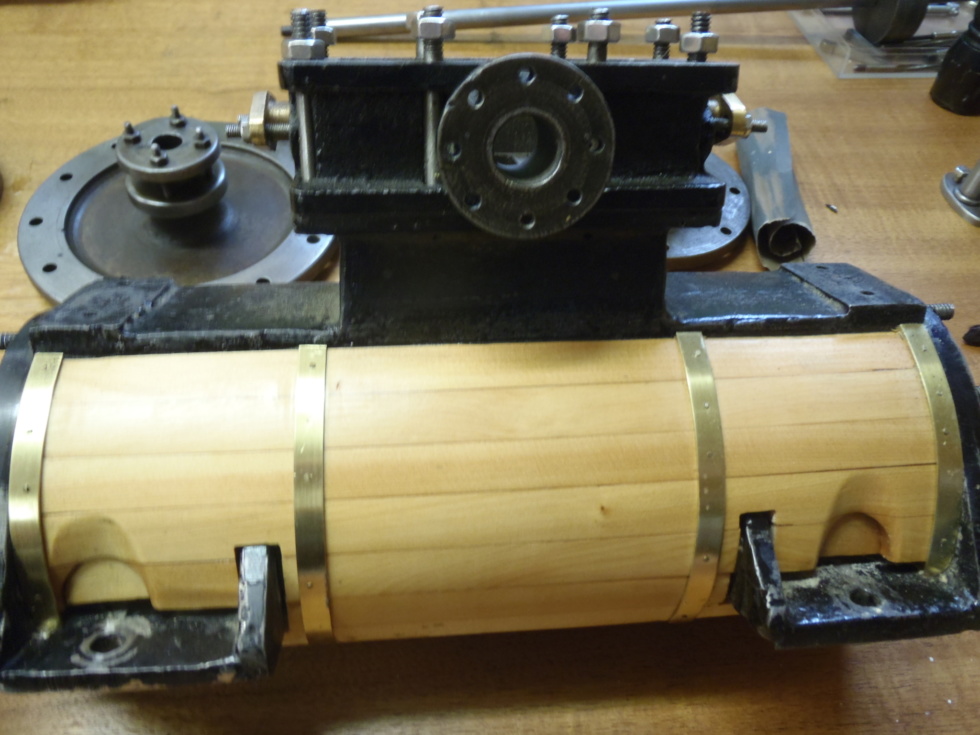
Huon pine cylinder lagging completed
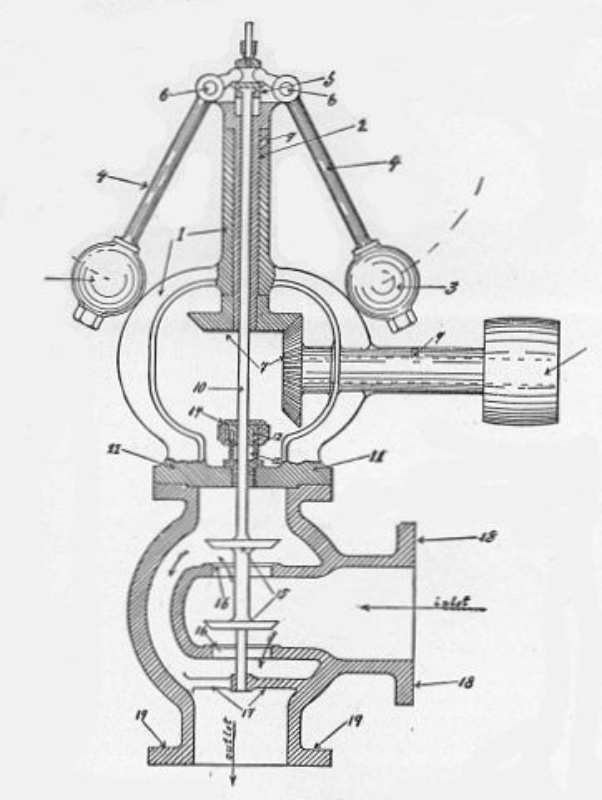
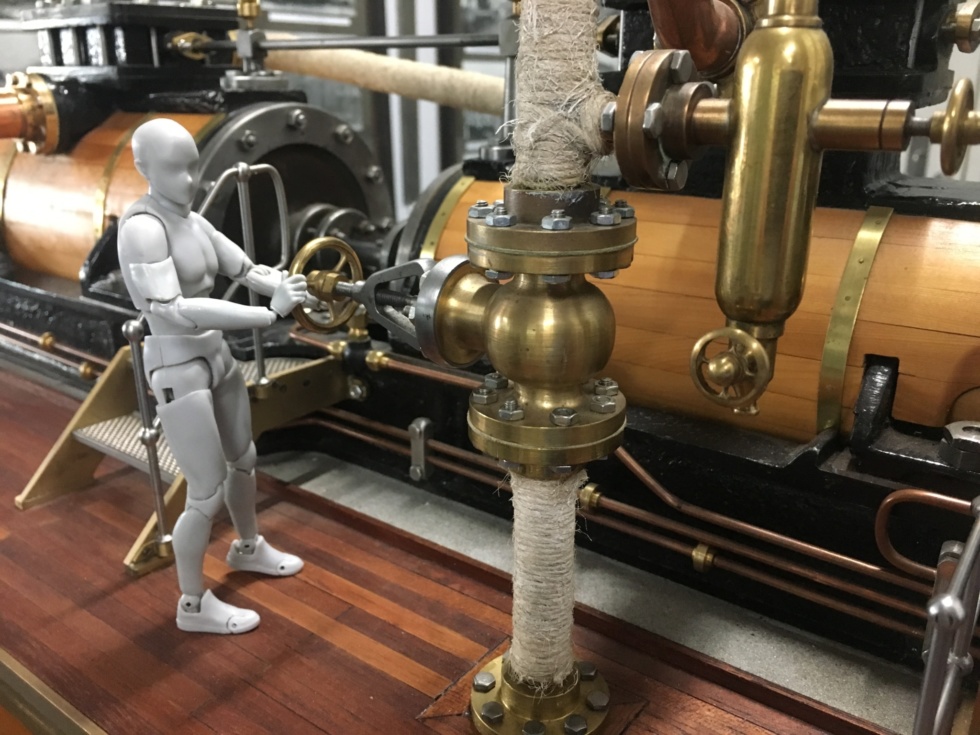
Working steam valve built
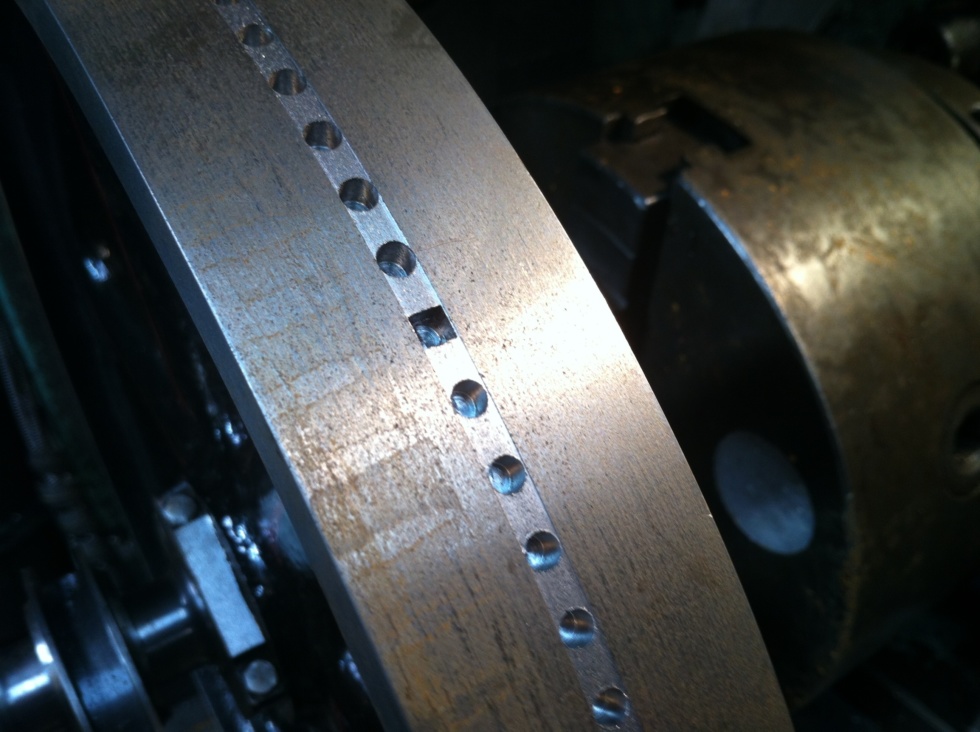
Tony drilling and broaching the square baring pockets in the flywheel on the Mechanicy milling machine
Round hole to square hole
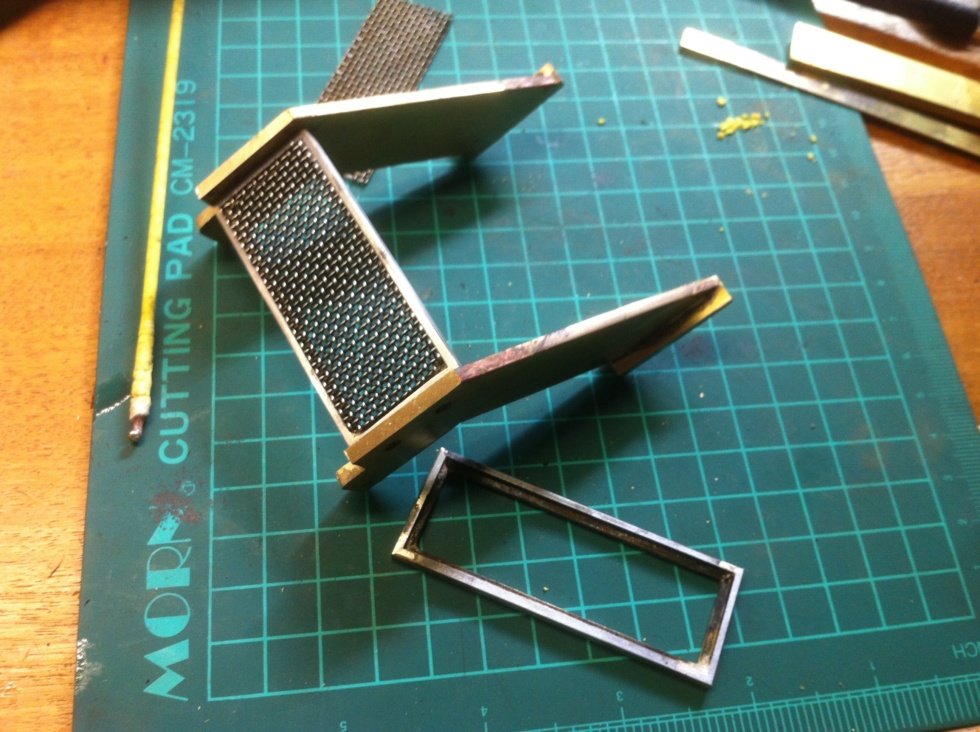
Service steps under construction
Because of the long stroke we had to add a set of counter weights to the crankshaft after the first test run
Hand rails and stanchions were manufactured and the timber floor boards were laid
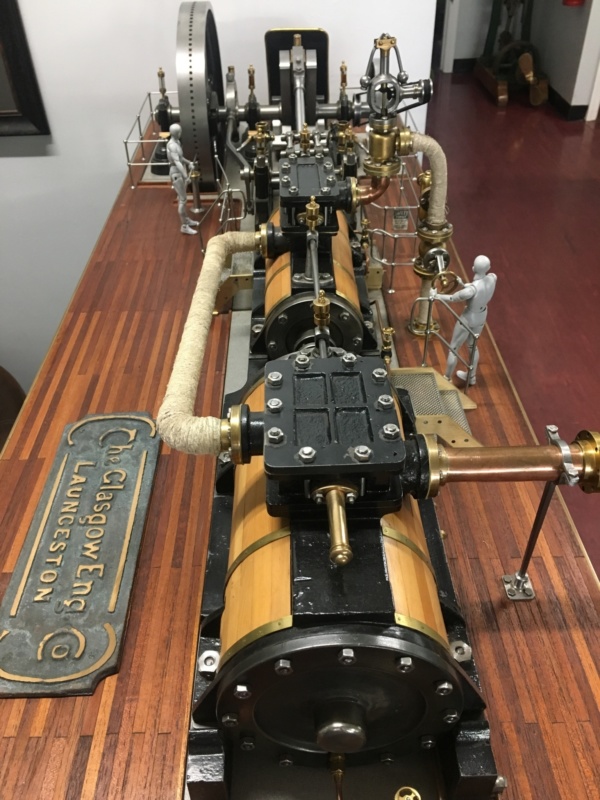
The completed engine, the figures were sourced to give a sense of scale and measure 5 1/4 inches ( the equivient of 5 ft 3 inches at scale) so they were perfect
Figure in baring position to turn over the engine
The completed project with over 900 man hours spent and proof that you can machine small components in large lathes
The engine running
The completed project you can see it running in the link below